尚菱視界科技
提供視覺系統(tǒng)整體解決方案
服務(wù)熱線:
18998033070
提供視覺系統(tǒng)整體解決方案
18998033070
信息來(lái)源于:互聯(lián)網(wǎng) 發(fā)布于:2021-08-16
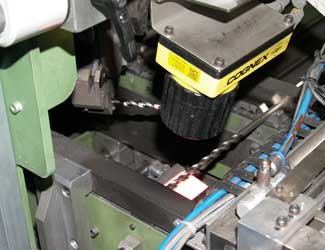
Sophisticated automation solutions are required in the high-quality manufacturing of drills. In order to accomplish this successfully, these automation solutions must be applied both to the design of the processes and to the identification and evaluation of the parts. As a leading manufacturer of carbide-tipped rock drills, DreBo Werkzeugfabrik GmbH in Altshausen, Germany has already distinguished itself for more than 30 years internationally for its high quality. To maintain this reputation DreBo relies on In-Sight 5000® vision systems from Cognex.
Up to 20,000 drills with diameters from 3 to 24 mm (0.12-0.95 inches) and lengths of 85 to 1000 mm (3.35-39.37 inches) pass through the bus-sized milling machines at DreBo. Particular emphasis is placed here on achieving the perfect combination of the drill with the carbide metal plate. In the first and the last processing stage, In-Sight 5000 vision systems from Cognex monitor the position of the parts to be processed.
Correct positioning in the process
On entering the milling machines, the unmachined parts fed from a magazine over a plate conveyor consist of a drill shaft and a drill spiral with an unprocessed drill head. This is equipped with the carbide metal plate only at the output of the machine. At the input of the machine, the In-Sight 5000 intelligent vision system detects the correct position of the unmachined parts using different gray levels of the smooth drill shaft and the drill spiral. When the position is not correct, two parallel running swivel grippers turn the unmachined parts 180 degrees into the correct position.
The drills arrive at the stamping station on a timed belt. Depending on the product type, the stamping slide applies information showing the diameter and the product and brand names. In the following head alignment station, the exact positioning of the unfinished drill head is performed at the correct working angle, so that it is subsequently possible to perform the milling of the head geometry and the plate slot for the insertion of the carbide metal plate.
Exact seat in frictional connection
In the subsequent two milling stations, the machine removes the first two roof surfaces, then follows the milling of the next two roof surfaces at an angle of 60°. Then the machine provides the head with a slit for the subsequent insertion of the carbide metal plate, the milling is deburred and, for better grip of the carbide metal plate, is notched on the inside. Until the final soldering, a frictional hold is present.
Next comes the crucial step: the insertion of the carbide metal plate which transforms the unmachined part into a high-quality drill. A SCARA robot picks up the plates from the conveyor by means of a pneumatic suction head and places them in a working form, which then inserts them into the notched gap in the drill head. The position coordinates for the entire process step are provided by the second Cognex In-Sight 5000.
Angles without drawbacks
The most important tool provided by the In-Sight 5000 is the geometric pattern matching capabilities from PatMax®. This vision tool locates the parts reliably and accurately, even under the toughest conditions. The geometry of an object is recorded using multiple boundary curves. PatMax is not tied to fixed pixel grids and can therefore look for similar shapes in the image, without having to rely on specific gray levels.
Even with changing angles, sizes, and shading, the In-Sight 5000 can locate the carbide metal plates reliably and accurately. The space-saving and robust vision systems accelerate the milling process at the crucial points, so that the DreBo milling machine can manufacture high volumes without problems.

